行星滚柱丝杠是实现机器人关节旋转与直线运动转换的关键硬件。相比传统滚珠丝杠,行星滚柱丝杠具有更高的精度、更强的承载能力和更长的使用寿命,是特斯拉Optimus、Figure等人形机器人采用的关键技术。
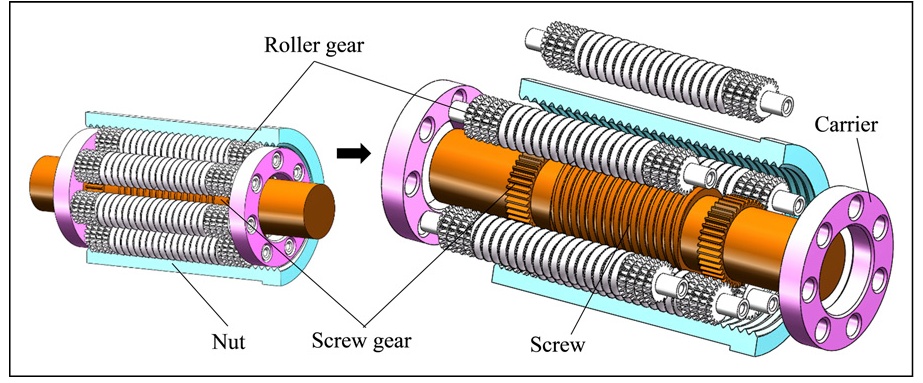
从技术结构上看,行星滚柱丝杠通过多个滚柱在丝杠与螺母之间形成行星式滚动,大幅增加了接触面积和承载能力。而这一技术长期被海外企业垄断,成为制约人形机器人成本下降的关键瓶颈。
核心瓶颈主要在于材料、加工工艺和设备三个方面。
材料方面,国产轴承钢在材料层面存在纯净度与组织均匀性不足的主要短板。
我国生产滚珠丝杠使用的原材料主要是轴承钢GCrJ5,为优质合金钢,不比日本THK、中国台湾上银所用的材料差,但是我国的钢材纯净度整体水平较差。以氧含量举例,我国国家标准规定,高碳铬轴承钢氧的质量分数在在15×10-6以内,而日本、瑞典等工业发达国家轴承钢的氧含量普遍在10×10-6以下,甚至达到5×l0-6以下。
这些材质上的瑕疵,在滚柱长期承受来回挤压、交变受力时,会产生应力集中,很容易催生细微疲劳裂纹,还会让裂纹不断扩大,直接缩短滚柱的疲劳使用寿命,制约了国产滚柱、高端轴承及人形机器人关节等核心零部件的性能提升。
加工工艺方面,螺纹磨削精度、热处理变形控制、装配一致性等工艺know-how积累不足;
螺纹磨削方面,国产专用磨床可以达到G3级导程精度(≤3μm/300mm)、Ra≤0.16μm。虽然近年通过优化磨削参数、引入热补偿与多轴联动控制,精度有了显著提升,但高端亚微米级稳定性与一致性仍需突破;
热处理环节由于不同批次纯净度参差不齐,前期预备热处理工艺也常常做得不标准。这类细长丝杠零件淬火后,很容易出现弯曲、尺寸跑偏等严重问题。而且残余应力释放、深冷处理、校正调直这些工序,都没有统一标准参数,等到后面精加工时,零件还会再次变形,直接影响成品精度;
装配端缺少精密尺寸分级选配体系,丝杠、螺母、滚柱尺寸链匹配精度不足,装配时也很难做到滚柱均匀排布、咬合间隙和受力负荷保持一致,再加上没有统一的磨合流程和全套动态检测把关,最终做出来的批量产品,运行性能、操作手感和使用寿命差别都很大,品质不稳定。
设备方面,高精度螺纹磨床、检测仪器依赖进口。
高端螺纹磨床在主轴刚性、导轨精度、热稳定性及螺距动态补偿能力上存在差距,难以稳定满足行星滚柱丝杠微米级螺纹磨削要求,海外设备价格高昂使得丝杠厂商生产成本高。海外设备商的交期延长造成设备紧缺,限制了国内丝杠厂商的扩产。
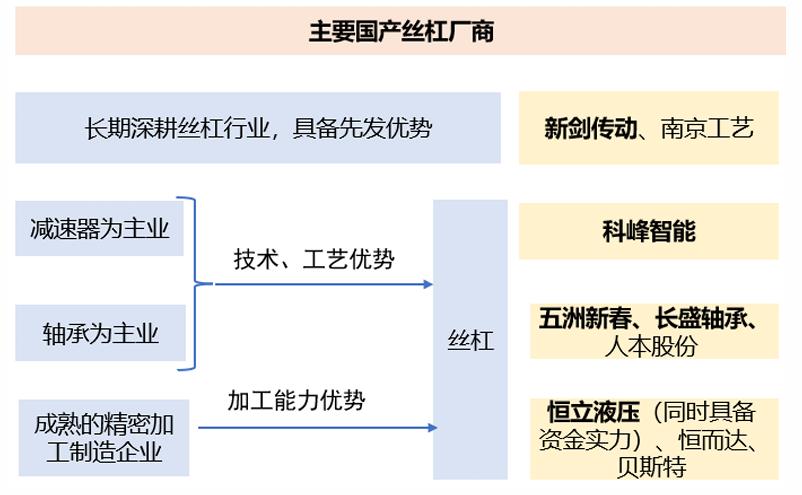
来源:开源证券研究所
虽然我国高端行星滚柱丝杠与世界知名品牌仍有差距,但近些年如秦川机床、鼎智科技、南京工艺等企业正加速布局,这些企业正通过加大研发投入、建设智能化产线、攻克关键技术等方式,逐步缩小与国际巨头的差距,我相信随着人形机器人的逐步落地,将推动行星滚柱丝杠产业进入快速发展期。
参考来源:
各企业官网
开源证券《丝杠:直线传动精密部件,人形机器人与汽车智能化 带来历史性新机遇